
ASSAB 88模具钢
ASSAB 88的化学成分:
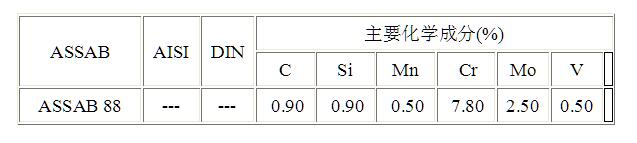
ASSAB 88简介
ASSAB-88是铬、钼、矾、合金工具钢,具有下列特点:
♦高耐磨性♦高抗崩角能力♦高抗压强度♦高温回火硬度高(>60HRC)♦优良的淬透性♦优良的淬火稳定性
♦优良的抗回火软化性♦优良的可线切割性♦优良的可机加工性能和可研磨性能♦优良的表面处理性能
ASSAB 88的用途
ASSAB-88是一种多用途冷作工具钢。它具有耐磨粒及粘着磨耗之综合强度并同时具有优良的抗崩角能力。且高温回火后仍具有高强度(HRC60以上)。这意味着可在高强度基体上进行氮化或PVD等表面处理。另外,对于硬度在HRC60以上的复杂形状模具,可在相当厚的模具上进行线切割(WEDM)加工,并可大大降低此类模具线切割的开裂风险。
ASSAB 88常被推荐用作需要抗混合磨损或者抗磨粒磨损及抗崩角能力强的中等寿命模具钢材。如:•冲压及精冲•剪切•成型•压印•冷锻•冷挤出•搓丝模(滚轧螺纹)•拉深及深度拉深•粉末压实等
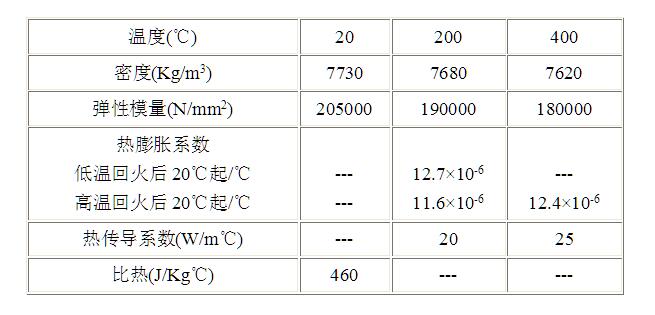
ASSAB 88的物理性质
将ASSAB-88淬火回火至62HRC,在室温和高温时测定的物理性能如下。
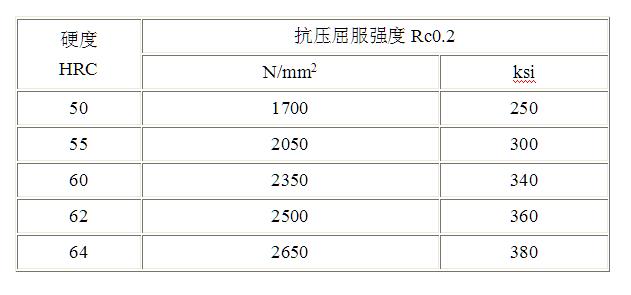
ASSAB 88的抗压强度
以下数据为对应硬度时的强度近似值:
ASSAB 88的抗崩角能力
XW-42,ASSAB-88及XW-10在相同硬度下的抗崩角能力比较如下图左:
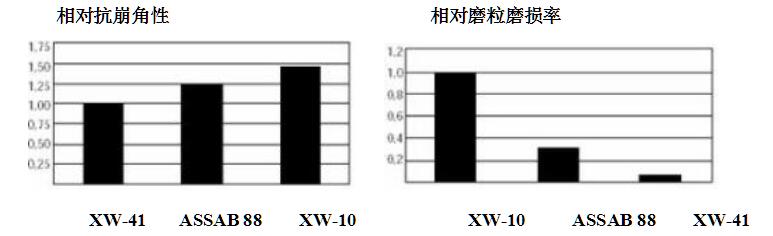
ASSAB 88的抗磨粒磨损能力
在相同硬度下,XW-42,ASSAB-88及XW-10的抗磨粒磨损能力比较如上图右(数值愈小抗磨粒磨损强度愈高)。
ASSAB 88的热处理
⑴软性退火:在保护气氛下,加热至850℃,均温后,以每小时10℃炉冷至650℃,然后空冷至室温。
⑵消除应力:模具经粗加工后,应加热到650℃,均温后保温两小时,缓慢冷却至500℃,然后空冷至室温。
⑶硬化(淬硬)处理:预热温度:650-750℃;奥氏体化温度:950-1080℃。通常选择:1030-1050℃
保温时间:30分钟
模具在硬化过程中,必须加以保护,以避免脱碳和氧化。
⑷淬冷介质:♦高压气体/循环气体冷却♦真空冷却(高速及足够的过压气体)♦在500-550℃的盐炉或流态化炉中,分级淬火♦200-350℃的盐炉或流态化炉中,分级淬火♦油冷(仅限于几何形状很简单的模具)
注意: 模具冷却至50-70℃后立即回火。
⑸回火:根据所要求的硬度,参考回火曲线图(下图左),选择适当的回火温度,回火至少两次。每次回火后必须冷却至室温,最低回火温度为180℃,每次回火至少保温两小时。
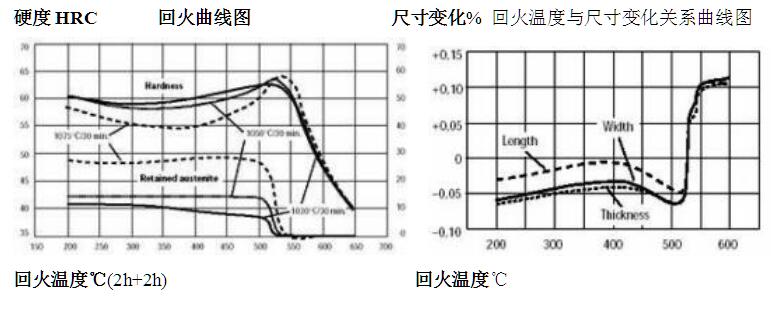
⑹热处理变形:ASSAB 88的变形是通过在其淬火、回火前后的尺寸测定获得的:(见上图右)
奥氏体化温度:1030℃保温30分钟,真空冷却速度:从800℃至500℃之间在真空中以每秒0.75℃的速度冷却。
回火:在不同温度下回火,2×2h;样品尺寸:100×100×100mm。
⑺深冷处理:尺寸稳定性要求高的模具应当采用深冷处理。深冷处理可以减少残余奥氏体含量,且可使模具硬度提高1-3HRC。
ASSAB 88的表面处理
有些冷作工具钢经过表面处理后,可降低摩擦,增加抗磨损能力。最常用的表面处理包括氮化,表面涂层,通过PVD或CVD处理,可形成耐磨层从而提高其耐磨性。
⑴氮化及碳氮共渗:氮化及碳氮共渗(软氮化)可以在工件表面生成硬化层,进而提高耐磨粒磨损性和粘着磨损能力。经过氮化后,表面硬度可达1100HV0.2kg,氮化层深度应根据实际应用而决定。
⑵PVD:物理蒸镀涂层(Physical Vapour Deposition)是在200-500℃之间把工件表面镀覆一层耐磨性很高的材料的一种表面处理加工方法。
⑶CVD:化学蒸镀涂层(Chemical Vapour Deposition)是在约1000℃左右把工件表面镀覆一层耐磨性很高的材料的一种表面处理加工方法。镀膜完成后,模具必须在真空热处理炉中做淬火及回火处理。
ASSAB 88的研磨
正确的研磨技巧,能避免研磨裂纹的产生,从而提高模具寿命。只有经过削锐且磨粒粘结松软的砂轮方能使用。研磨时圆周速度必须控制,切记供应充足的冷却液。
ASSAB 88的焊接
在焊接前及焊接过程中进行下列预备措施,可获得良好的焊接效果。
①焊接处应做适当处理,焊缝(坡口)已适当地预加工。
②焊接过程应在模具预热的状态下进行,在进行第一和第二层焊接时采用同样粗细的焊条和同样大小的电流。
③焊接时弧光长度应尽量缩短。同时使焊丝(电极)与焊接面(焊缝两边)保持90°直角,以降低焊接偏差, 焊丝(电极)跟焊接加工方向(前进方向)保持75-80°夹角。
④对于焊接范围大的工件,应在首几道焊接时选用软质焊接材料充填低部(缓冲层)。
焊丝材料
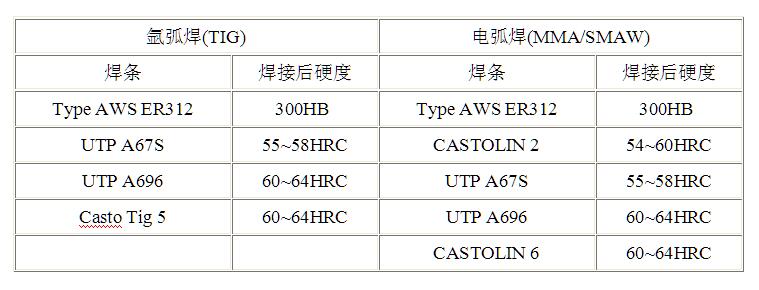
*氩弧焊焊接层应少于4层,否则有开裂危险。
ASSAB 88的火焰硬化
使用流量为800-1250升/小时的氧-乙炔火焰喷枪。氧气压力为2.5Bar,乙炔压力1.5Bar,调整使火焰中性。
温度为980-1020℃,然后空冷。
淬火表面硬度可达58-62HRC,而在距表面3-3.5mm以下为41HRC(400HB)左右。
ASSAB 88的电火花(放电)加工
如果模具是在硬化状态下做电火花加工,在最后一道放电(精EDM)加工工艺须采用低电流高频率的细放电完成。
为获得最高模具寿命,应在电火花加工后做表面研磨抛光(约0.05~0.10mm左右),并使用比最后一次回火温度低25℃的温度对模具进行回火去应力处理。
如果大型或复杂行腔的模具需要电火花加工,热处理应采用高淬高回的热处理工艺,即回火温度应高于500℃。
更多信息:
与一胜百东莞ASSAB*公司联络,以获得更多有关钢材选择、应用、热处理及库存等相关资料。